Точность изготовления супраструктур
Влияние прецизионности изготовления элементов супраструктур имплантационных систем на надежность ортопедической конструкции
Увеличение количества производителей и ставший привычным выход на рынок новых имплантационных брендов, поставил перед стоматологическим сообществом ряд важных вопросов. Насколько значительным будет влияние такого технологического параметра как точность, при заводском изготовлении элементов супраструктур или имплантатов, на надежность и продолжительность их функционирования in vivo? Существует ли зависимость надежности соединения имплантата и абатмента от размера, формы и прецизионности позиционных индексов платформы? Возможно ли совмещение ортопедических элементов одной имплантационной системы с другой имплантационной системой? Важность этих вопросов подтверждается фактом перемещения фокуса научных исследований с процессов остеоинтеграции на ортопедические элементы, их функционирование и воздействие на имплантаты и костную ткань с точки зрения механизмов биомеханики (Akça et al., 2003; Khraisat et al., 2004; Tsuge et al.,2008; Semper et al., unpublished observations).
Анализ соединения имплантата с абатментом с точки зрения механики говорит о том, что для обеспечения надежного и качественного соединения между ними, а также позиционной стабильности контактирующих элементов, необходим гарантированный минимальный зазор со строго ограниченной величиной (Collins et al., 2002). Разная величина зазора между поверхностями соединяемых деталей приводит к недостаточно точному соединению имплантата с абатментом и может вызывать напряжение в основании ортопедической конструкции из-за неточного позиционирования абатмента в имплантате (Gallucci et al., 2005; Khraisat, 2005; Nelson et al., 2008).
Современные методы и технологии имплантационного производства позволяют добиться высокоточной посадки ортопедических конструкций с опорой на имплантаты с гарантированным зазором, величина которого составляет в среднем порядка 4.9 микрометра (Weigl et al., 2000). Важное значение имеет термин “в среднем”. Известно, что каждый производитель имеет свои индивидуальные производственные стандарты, оборудование с различными допусками по точности изготовления и персонализированные технические файлы утвержденной документации на каждое конкретное изделие. Главной задачей любого производителя является обеспечение гарантированно одинакового зазора по всей поверхности сочленяемых деталей в каждом случае. Если произведенные на одном оборудовании детали имеют зазор в 5 микрон, а на другом в 10 микрон, то высокоточной посадки и надежного соединения двух деталей добиться будет невозможно.
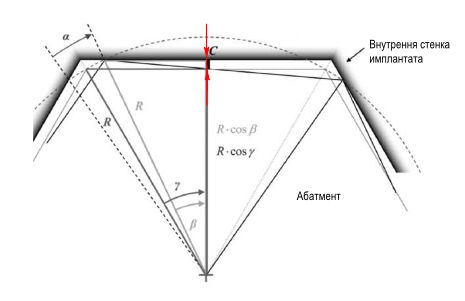
Рис.1. С - Зазор в соединении имплантата и абатмента
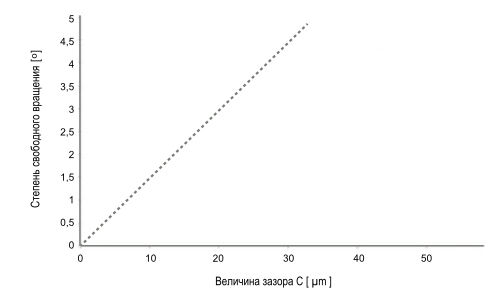
Рис.2. Влияние величины зазора между имплантатом и абатментом
в области их соединения на угол вращения и степень свободы.
При отсутствии точной посадки и неравномерном зазоре по поверхности соединения между имплантатом и абатментом возникает определенная свобода вращения в виде симметричных двунаправленных отклонений (W. Semper, S. Kraft, T. Krüger, and K. Nelson, 2009). В ходе исследований было выявлено, что на позиционную стабильность соединения имплант-абатмент влияет несколько геометрических значений: количество вершин антиротационного многогранника (вид соединения, который может быть различным, в т.ч. шестигранным, восьмигранным и двеннадцатигранным), радиус окружности (окружность, которая описывает вершины многогранника) и величина зазора в соединении имплантат-абатмент (W. Semper, S. Kraft, T. Krüger, and K. Nelson, 2009). Решающее значение для степени свободы вращения (угол поворота конструкции в каждом направлении от центрального положения) имеет значение величины зазора в соединении (рис. 1, 2. W. Semper, S. Kraft, T. Krüger, and K. Nelson, 2009). Чем меньше зазор С в соединении имплантат-абатмент, тем меньше угол вращения индекса абатмента в имплантате. Как видно из рисунка 2, увеличение зазора всего на 5 µm (1 µm/микрон = 0.001мм) приводит к увеличению угла вращения почти на 1 градус. Современные высокотехнологичные металлообрабатывающие станки при их правильной настройке, калибровке и своевременном обслуживании, обеспечивают точность изготовления с погрешностью не более +- 0,005 мм, что гарантирует минимальную степень свободы и угол вращения близкий к нулевому значению.
Наличие значительного, в т.ч. неравномерного зазора в данном соединении приводит к возникновению свободы вращения, а как следствие, к разрушению и деформации позиционных индексов (шестигранника, восьмигранника и т.п.) в платформе имплантата и основании абатмента, что в свою очередь способствует дальнейшему увеличению зазора в соединении. Постоянное увеличение зазора между имплантатом и абатментом, как правило, приводит к попаданию внутрь соединения различных жидкостей, остатков пищи и т.п., и соответственно, к воспалительным процессам и резорбции костной ткани вокруг шейки имплантата и далее в сторону его апикальной части. Увеличение зазора вследствие механической деформации деталей соединения имплантат–абатмент приводит к дальнейшему увеличению степени свободы угла поворота абатмента, что влияет на еще большее разрушение позиционных индексов и с большой долей вероятности, может приводить к перелому, как ортопедической конструкции в области ее основания, так и разлому шейки имплантата в местах износа позиционирующих элементов его платформы.